g40 cnc torna Tool nose radius compensation, represented by the G40 code, is a powerful feature that allows CNC machinists to account for the shape of a tool’s cutting edge. This compensation ensures precise machining by offsetting the . We are a leading manufacturer of custom machined parts for a wide range of industries. Our state-of-the-art machining shop is equipped with 3, 4, and 5-axis CNC milling and turning capabilities, allowing us to handle even the most complex parts with precision and accuracy.
0 · Turning Center G40 G41 and G42
1 · Mastering GCode G41, G42, and G40: Tool
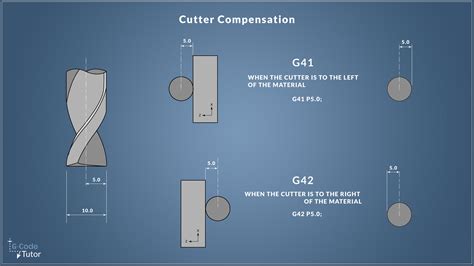
2 · G41 and G42 cutter compensation
3 · G41 and G40 Cutter Radius Compensation for CNC Mill Programs
4 · G40 – Cutter Compensation Cancel – CNC Articles & News
5 · G40 CNC Code Explained: An Easy Intro for
6 · G40
7 · CUTTER COMPENSATION (G40, G41, G42)
8 · CUTTER COMPENSATION (G40, G41, G42)
9 · A Guide to Cutter Compensation: What is G41 and
3, 4 and 5 axis CNC machining for both low and high complexity milling parts. Standard, Swiss type and multitasking turn-mills for all types of turned parts. EDM, wire-cut, cylindrical and .
Whether you’re a beginner learning CNC programming or an experienced machinist, understanding the G40 CNC code is extremely important. In this guide, we’ll break down everything you need to know about this cutter .

steele boxing gym
Tool nose radius compensation, represented by the G40 code, is a powerful feature that allows CNC machinists to account for the shape of a tool’s cutting edge. This compensation ensures precise machining by offsetting the .CUTTER COMPENSATION (G40, G41, G42) To turn Cutter Compensation off, program: G40. It’s okay to turn compensation off when it is already off. It’s an error if: A G02/G03 arc move is . Turning Center G40 G41 and G42. Please help. Is there any rule to apply when programming Tool Nose Radius Compensation on Turning Centers to avoid alarms in the .

Turning Center G40 G41 and G42
The use of cutter compensation allows the programmer to use the part geometry exactly as from the print for programmed coordinates. Learn more about CUTTER COMPENSATION (G40, G41, G42) on GlobalSpec. Cutter radius compensation is a crucial concept in CNC milling that allows the machine to account for the size of the tool’s cutting radius. This ensures that the part is .
Cutter compensation allows for precise adjustments in CNC machining, ensuring accuracy and quality in the manufacturing process. It enables operators to account for tool wear, diameter variations, and other . The G40 code is used to cancel the cutter compensation that was previously activated by either G41 (left compensation) or G42 (right compensation). The G40 code must .G40 is a G-code used to cancel the cutter radius compensation. Cutter radius compensation is a feature that allows the machine to adjust for the radius of the cutting tool when performing .How cutter compensation works and how to write CNC machine G-Code programs using it - everything you need to know about G41 and G42.
Mastering GCode G41, G42, and G40: Tool
G41 and G42 cutter compensation
Cnc torna Takım telafisi ayarlama http://cokiyiabi.com/cnc-torna-takim-telafisi-ayarlama-g40-g41-g42/
CNC TORNALARDA G KODLARI. G KODLARI (CNC Torna Tezgahı) G00 Kesici takımın talaş kaldırmadan boşta yaptığı hızlı hareket. G01 Kesici takımın talaş kaldırarak yaptığı hareket. Bu hareket hızlı değil belirtilen F değerinde yapılır. . G40 Kesici Takım Uç yarıçap telafisi iptali.
CNC Program yazma
Nếu bạn chưa biết gì về bù dao Tiện CNC hay chưa nắm vững kiến thức về cách sử dụng G41, G42, G40 trong học lập trình Tiện CNC thì bài viết này sẽ giúp ích được cho bạn.. Hãy lưu bài viết này lại vì chắc chắn sau khi đọc xong bài viết này, chắc chắn có lúc nào đó bạn sẽ phải coi lại nó để giúp bạn .CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası sıfır noktası, İlerleme miktarı mm/dk, Kesme hızı dev/dk, takım telafisi iptal) G00 X30 Z2 S800 M03; ( Boşta hızlı . G40 = Kesici çap telafisinin İPTALİ G41= Soldan yarıçap telafisi G42 = Sağdan yarıçap telafisi . CNC TORNA KOMUTLARI (FANUC) HAZIRLAYICI FONKSİYON KODLARI ( G KODU ) G 00 = Hızlı doğrusal hareket G 01 = İstenilen ilerleme . La compensación sirve para no tener que estar descontando el valor del radio de la herramienta a cada coordenada que añadimos al programa. Nosotros damos las cotas originales del contorno y ya la máquina se ocupa de modificar las coordenadas por si misma.
Aynan n dönme ekseni yere paralel ise Yatay Cnc Torna , yere dik ise Dik Cnc Torna tezgah denir. Yatay ve Dik Cnc Torna tezgahlar ekillerde gösterilmi tir. Kocaeli Üniversitesi Uzun çiftlik Nuh Çimento Meslek Yüksek Okulu Ö r. Gör. Serkan AKTA 3 Yatay Cnc Torna Tezgah Dik Cnc Torna Tezgah 1.5.2. CNC Torna, CNC Freze, CNC dersleri, G Kodları, CNC Dersleri, G71 KOMUTU, G KOMUTU, G70 Komutu, G71 Kaba işleme çevrim komutu
CNC Torna Tezgahlarında G Kodları G40 – G41 – G42 Kesici Takım Uç Yarıçapı Telafisi Nedir ?.Cnc torna programlama eğitim setimizden bir videodur. Kanalımızdaki bütün eğitim setlerini 25 tl izleyebilirsiniz. Üstelik ilk ay 12.5 tl. Bütün eğitim setle.
cnc数控车床g40,g41,g42刀具半径补偿详细讲解 . ,数控系统对刀尖圆弧半径所引起的误差自动进行补偿。刀尖圆弧半径补偿是通过g41、g42、g40代码及t代码指定的刀尖圆弧半径补偿值来加入或取消。 . Conclusion. Gcode g41 and g42 provide CNC machinists with invaluable tools for achieving accurate cuts and intricate machining operations. These tool compensation codes, including G40 for tool nose radius compensation, enable operators to produce complex geometries, maintain consistent part dimensions, and optimize surface finishes.NEX-115 ÖRNEK PROGRAMLAMA O0001; G0 X30 Z-10 C30; G0 X35 Z10 C0; M22; G87 X6.5 R-5 Q5000 F100; Z-5; G0 G99 G40 M75 X200 Z200 ;H60 K5 Q 5000 ; G112; M5 M9; G80 G0 X200 Z200 M5; G42 G1 X16 F300; T1212( DAYAMA); M1; X0 C8 ; G0 X0 Z0,4; ana sayfa; iletişim; . Taiwan Takisawa NEX-115 Cnc Torna Tezgahlar .
Za isključivanje kompenzacije alata koriste se naredba G40. G40 gasi lijevu i desnu kompenzaciju alata, odnosno naredbu G41 i G42. Ujedno to je stanje stroja kada se stroj uključuje. Naredba G40 se može prije pozivanja .
G41 and G40 Cutter Radius Compensation for CNC Mill Programs
Powerful online GCode Viewer to simulate GCode files. NC Viewer is the best free gcode editor for verifying CNC and 3D printer files.G41 ve G42 İptali ( G40 ) Format: N_ G40 G40 komutu, programda uygulanmış olan kesici takım ucu yarıçap telafisi komutlarını ( G41 , G42 ) iptal eder. Eğer G41 yada G42 komutunu iptal edeceğiniz kısımda işlenmeyecek olan bir eğik yüzey varsa , G40 komutunun uygulanmasında dikkat etmelisiniz. . Yida BML-280 Cnc Torna Tezgah .Devido à necessidade de maiores produções e ao crescente desenvolvimento dos sistemas automatizados, torna-se cada vez mais importante a otimização dos processos; para tanto, o domínio dos modernos conceitos de programação para usinagem torna-se imprescindível. A usinagem por CNC é, no momento, o que há de mais avançado para a .tt-350cm Örnek programlama m22; m22; g0 g98 g40 x200 z200 ; g0 g98 g40 x200 z200 ; t0505 ( matkap); t00202 ( klavuz); g97 s 800 m3 m8; g0 x80 z5 c0 m8; g0 x130 z-40 c0 ; m29 s200; g87 x 85 r-4 q5000 f200 ; g84 z-16 r-4 f300 ; h90 k3 q 5000; h45 k7; g80 g0 x200 z200 m5; g80 g0 x200 z200 m5; m1; m1; . takiwasa tt-350cm cnc torna tezgahlar .
G41 ve G42 İptali ( G40 ) Format: N_ G40 G40 komutu, programda uygulanmış olan kesici takım ucu yarıçap telafisi komutlarını ( G41 , G42 ) iptal eder. Eğer G41 yada G42 komutunu iptal edeceğiniz kısımda işlenmeyecek olan bir eğik yüzey varsa , G40 komutunun uygulanmasında dikkat etmelisiniz. . Yida BML-280 Cnc Torna Tezgah .
CNC TORNA Egitimi Renkli; of 93 /93. Match case Limit results 1 per page. CNC PR O GRAM LAMA REHBERI PUMA 450 . CNC TORNA Egitimi Renkli. Download PDF Report. Author yagiz-konya. View 662 Download 38 Facebook. Twitter. E-Mail. LinkedIn. Pinterest. Embed Size (px .NEX-115 ÖRNEK PROGRAMLAMA M22; M22; G0 G98 G40 X200 Z200 ; G0 G98 G40 X200 Z200 ; T0505 ( MATKAP); T00202 ( KLAVUZ); G97 S 800 M3 M8; G0 X80 Z5 C0 M8; G0 X130 Z-40 C0 ; M29 S200; G87 X 85 R-4 Q5000 F200 ; G84 Z-16 R-4 F300 ; H90 K3 Q 5000; H45 K7; G80 G0 X200 Z200 M5; G80 G0 X200 Z200 M5; M1; M1; . Taiwan Takisawa NEX-115 Cnc .SL 210D G40 Kesici Ucu Telafileri İptal Etme Format: N-G40 G40 Komutu, programda uygulanmış olan kesici takım ucu yarıçap telafisi komutlarını (G41, G42) iptal eder. Eğer G41 ya da G42 komutunu iptal edeceğiniz kısımda işlenmeyecek olan bir eğik yüzey varsa, G40 komutunun uygulanmasında dikkat etmelisiniz. . Sunmar SL 210D Cnc .
CNC Torna Tezgahlarında G Kodları G40 – G41 – G42 Kesici Takım Uç Yarıçapı Telafisi Nedir ?.CNC-20L CNC TORNA TEZGAHI G42-G40 Kompanzasyona Örnek 280 40 80 80 80 70 R20 170 240 200 160 120 G50 S1500; G96 S150 M03 T0300; G00 X120.0 Z5.0 T0303; G42 G01 Z0.F0.35; Z-80.0 F0.25; X160.0 Z-160.0; Z-220.0; G02 X200.0 Z-240.0 R20.0; G01 Z-280. . Liouy-Hsing CNC-20L CNC TORNA TEZGAHI Cnc Torna Tezgahlar .TT-350CM ÖRNEK PROGRAMLAMA O0001; G0 X30 Z-10 C30; G0 X35 Z10 C0; M22; G87 X6.5 R-5 Q5000 F100; Z-5; G0 G99 G40 M75 X200 Z200 ;H60 K5 Q 5000 ; G112; M5 M9; G80 G0 X200 Z200 M5; G42 G1 X16 F300; T1212( DAYAMA); M1; X0 C8 ; G0 X0 Z0,4; ana sayfa; iletişim; . Takiwasa TT-350CM Cnc Torna Tezgahlar .SL-260 G40 Kesici Ucu Telafileri İptal Etme Format: N_G40 G40 Komutu, programda uygulanmış olan kesici takım ucu yarıçap telafısi komutlarını (G41, G42) iptal eder. Eğer G41 ya da G42 komutunu iptal edeceğiniz kısımda işlenmeyecek olan bir eğik yüzey varsa, G40 komutunun uygulanmasında dikkat etmelisiniz. . Sunmar SL-260 Cnc .
G40 – Cutter Compensation Cancel – CNC Articles & News
Custom CNC Machining Parts Service China Manufacturer Factory, 4 Hours Quote. 24-hour delivery of small batches of turned and milled parts. Free evaluation and prototype. 100% quality assurance. 40 material/finish choices.
g40 cnc torna|G40